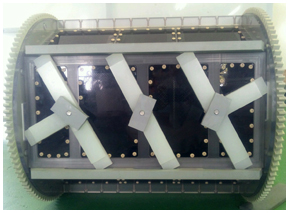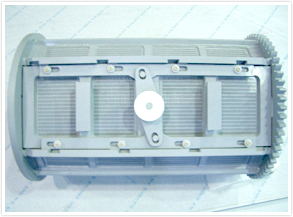













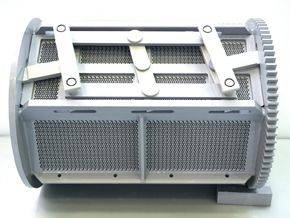
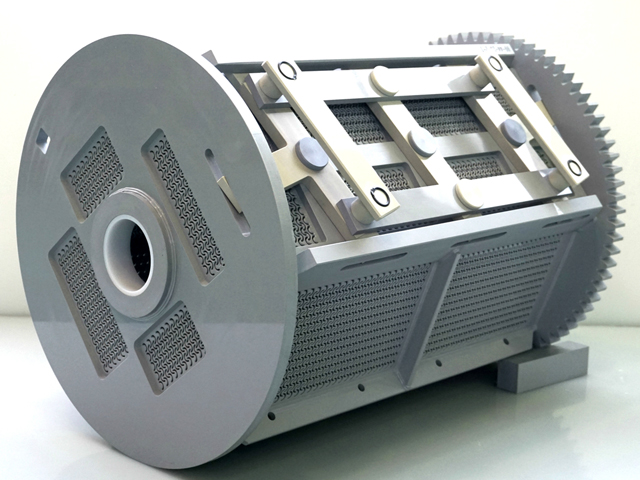
C型スリット式バレル
PVC

ニーズに合わせた次世代バレル
スリット状に加工するにはレーザー加工機を使うことが効率的ですが、
レーザー加工が可能なバレル素材は有毒ガスの発生しないアクリルに限定されます。
しかしアクリル材は炭素化により もろく(弱く)なります。
耐酸・耐食性のPVC(エンビ)素材でスリット加工ができないか?
弊社が追い続けたこの問題を、機械加工にて実現可能にしました。
(※特許取得済。認可番号:第5878957号
取得年月日:2016年2月5日)
| C型スリット式バレルが以下のような問題を解決します | |
|---|---|
| 開口率のアップ | 参考データ(→クリックで表示)をご覧ください |
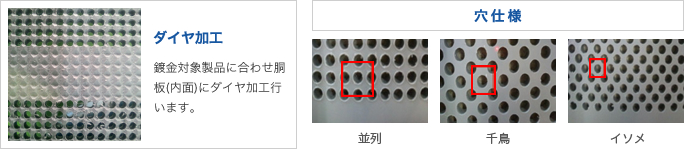
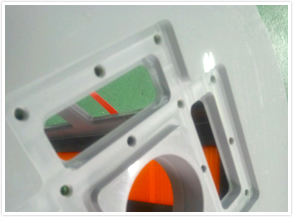
| スリット | ・スリット幅は任意に加工が可能です。(0.5幅xR1.5 ~ 4.0幅xR12.0) 【加工例画像→クリックで表示】 ・母材の強度を高め、電通性を良くして液切れを早めるため、バレル内面または外面にエンボス加工をしております。 (※特許取得済。認可番号:第5948514号 取得年月日:2016年6月10日) ワッシャー、平板薄物関係は内面に、比較的大きな製品は外面にエンボス加工が有効です。 ・カットサンプルをご用意できます。 ご希望の場合はお問い合わせください。 |
| コスト削減 | ・電気効率の改善(→クリックで表示:電圧比較テスト資料) ・素早い液切れにより薬品使用量・処理水を削減、めっき時間の短縮 (詳しくは↓以下↓の動画をご覧ください。) ・以下の参考動画では、右側がC型スリット式バレルです。左側の多孔式に比べて素早く液が切れていることがお分かりいただけると思います。 |
| ※各社設備仕様により多少の誤差は生じます。 ※多孔バレル、C型スリットバレル、それぞれ処理方法によりメリット・デメリットがあります。 開口面積が大きいことのデメリットとして、摩耗率の高さがあります。 (→クリックで表示:摩耗テスト資料) 詳しくはお問い合わせください ※磨耗テストについてはリード線芯先による磨耗は含んでおりません(各社芯先径が違う為) 芯先磨耗対策についてはご相談に応じさせて頂きます。 |
|